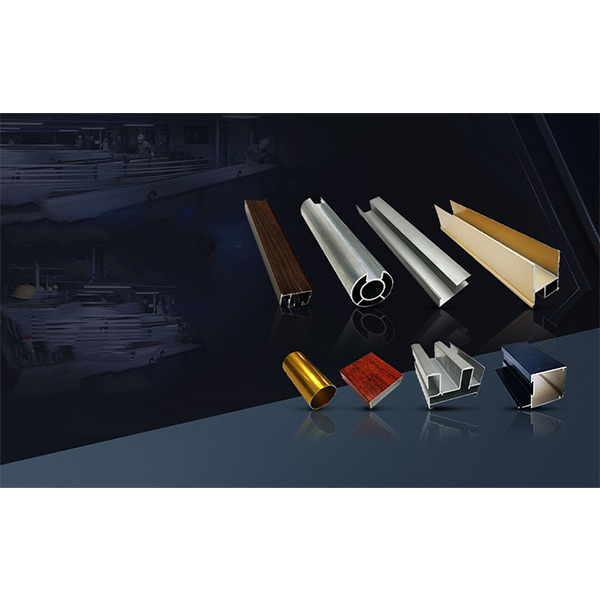
Ведущая экструзия ПВХ – это процесс непрерывного формирования профилей из поливинилхлорида (ПВХ) с использованием экструдера. Он включает в себя расплавление ПВХ компаунда, его прохождение через фильеру определенной формы и последующее охлаждение для затвердевания. Данный метод широко применяется для производства оконных и дверных профилей, труб, сайдинга и других строительных и отделочных материалов.
Что такое экструзия ПВХ?
Экструзия ПВХ – это технология, позволяющая получать изделия сложной формы с постоянным поперечным сечением. Процесс начинается с загрузки ПВХ компаунда в экструдер. Внутри экструдера материал нагревается и расплавляется под воздействием вращающегося шнека. Расплавленный ПВХ продавливается через фильеру, формирующую желаемый профиль. Затем профиль охлаждается в калибраторе или водяной ванне для придания ему окончательной формы и размеров. Важность ведущей экструзии ПВХ невозможно переоценить, поскольку она обеспечивает массовое производство высококачественных изделий по доступной цене.
Преимущества экструзии ПВХ
Экструзия ПВХ обладает рядом преимуществ, которые делают ее предпочтительным методом производства для многих отраслей:
- Высокая производительность: Процесс является непрерывным, что позволяет производить большие объемы продукции.
- Широкий выбор форм: Фильеры могут быть изготовлены для создания профилей любой сложности.
- Экономичность: Использование ПВХ компаунда и автоматизация процесса снижают себестоимость продукции.
- Долговечность: Изделия из ПВХ устойчивы к воздействию влаги, ультрафиолета и химических веществ.
- Возможность переработки: Отходы ПВХ могут быть переработаны и повторно использованы в производстве.
Оборудование для экструзии ПВХ
Для осуществления процесса ведущей экструзии ПВХ необходимо следующее оборудование:
- Экструдер: Основной элемент линии, обеспечивающий расплавление и подачу ПВХ через фильеру.
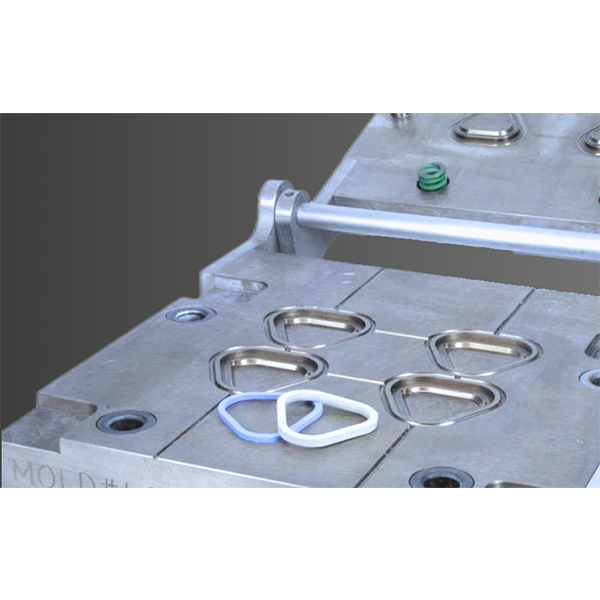
- Фильера: Формирует профиль изделия.
- Калибратор: Обеспечивает точные размеры и форму профиля после выхода из фильеры.
- Охлаждающая ванна: Охлаждает профиль для его затвердевания.
- Тянущее устройство: Обеспечивает равномерное движение профиля по линии.
- Режущее устройство: Отрезает профиль на заданную длину.
- Приемный стол: Принимает готовые изделия.
Этапы процесса экструзии ПВХ
Процесс ведущей экструзии ПВХ состоит из следующих этапов:
- Подготовка сырья: ПВХ компаунд загружается в бункер экструдера.
- Расплавление: ПВХ компаунд нагревается и расплавляется в экструдере.
- Формование: Расплавленный ПВХ продавливается через фильеру.
- Калибровка: Профиль проходит через калибратор для придания ему точных размеров.
- Охлаждение: Профиль охлаждается в водяной ванне.
- Тяжение: Профиль равномерно вытягивается тянущим устройством.
- Резка: Профиль отрезается на заданную длину.
- Упаковка: Готовые изделия упаковываются для транспортировки.
Применение экструзии ПВХ
Технология ведущей экструзии ПВХ широко используется для производства различных изделий в строительстве, промышленности и быту. Компания ООО Интеллектуальная производственная технология Булайкес (Чжуншань) предлагает широкий спектр решений для экструзии, включая оборудование и комплектующие.
Примеры применения
- Оконные и дверные профили: ПВХ профили являются популярным выбором для окон и дверей благодаря своей прочности, долговечности и теплоизоляционным свойствам.
- Трубы: ПВХ трубы используются для водоснабжения, канализации и других инженерных сетей.
- Сайдинг: ПВХ сайдинг обеспечивает защиту зданий от атмосферных воздействий и улучшает их внешний вид.
- Кабель-каналы: ПВХ кабель-каналы используются для прокладки и защиты кабелей.
- Мебель: ПВХ используется для изготовления мебельных кромок и других элементов.
Факторы, влияющие на качество экструзии ПВХ
Качество продукции, полученной методом ведущей экструзии ПВХ, зависит от множества факторов, среди которых:
- Состав ПВХ компаунда: Качество и состав ПВХ компаунда напрямую влияют на свойства конечного продукта. Важно использовать качественные компоненты и соблюдать правильные пропорции.
- Температура экструзии: Оптимальная температура экструзии зависит от состава ПВХ компаунда и геометрии профиля. Слишком высокая температура может привести к деградации материала, а слишком низкая – к недостаточной пластификации.
- Скорость экструзии: Слишком высокая скорость может привести к дефектам поверхности и нестабильности размеров. Слишком низкая скорость может снизить производительность.
- Конструкция фильеры: Конструкция фильеры должна обеспечивать равномерное течение расплава ПВХ и соответствовать требуемой геометрии профиля.
- Охлаждение: Эффективное охлаждение необходимо для предотвращения деформации профиля и обеспечения стабильности размеров.
Проблемы при экструзии ПВХ и способы их решения
В процессе ведущей экструзии ПВХ могут возникать различные проблемы, такие как:
- Дефекты поверхности: Шероховатость, волнистость, полосы.
- Нестабильность размеров: Отклонения от заданных размеров и формы.
- Деградация материала: Потеря прочности, изменение цвета.
- Засорение фильеры: Накопление нерасплавленного ПВХ в фильере.
Для решения этих проблем необходимо:
- Тщательно контролировать качество ПВХ компаунда.
- Оптимизировать температуру и скорость экструзии.
- Регулярно чистить фильеру.
- Использовать качественное оборудование и комплектующие.
Тенденции развития экструзии ПВХ
Технология ведущей экструзии ПВХ постоянно развивается, и в настоящее время наблюдаются следующие тенденции:
- Разработка новых ПВХ компаундов с улучшенными свойствами: Повышенная прочность, устойчивость к ультрафиолету, улучшенная перерабатываемость.
- Совершенствование оборудования: Более энергоэффективные экструдеры, автоматизированные линии, прецизионные фильеры.
- Разработка новых применений ПВХ: Использование ПВХ в автомобильной промышленности, медицине и других отраслях.
- Переработка отходов ПВХ: Увеличение доли переработанного ПВХ в производстве.
Заключение
Ведущая экструзия ПВХ – это важная и востребованная технология, позволяющая производить широкий спектр изделий с различными свойствами и характеристиками. Понимание процесса, используемого оборудования и факторов, влияющих на качество, является ключом к успешному производству высококачественных изделий из ПВХ.



-Панель-корпуса.jpg)







-Опорная-плита.jpg)