ООО Интеллектуальная производственная технология Булайкес (Чжуншань)
5-й этаж, здание A, № 218-1, улица Исянь, деревня Гуантан, район Наньлан, город Чжуншань
ООО Интеллектуальная производственная технология Булайкес (Чжуншань)
5-й этаж, здание A, № 218-1, улица Исянь, деревня Гуантан, район Наньлан, город Чжуншань

2026-02-28
В сфере быстрого прототипирования и мелкосерийного производства технология вакуумной формовки (вакуумного литья) благодаря своему качеству поверхности и свойствам материалов, близким к литью под давлением, а также высокой скорости реагирования, стала ключевым технологическим процессом для проверки разрабатываемых продуктов, рыночного тестирования и даже мелкосерийного производства. Эта технология не только позволяет с высокой точностью воспроизводить детали конструкции, но и за короткое время реализовывать комбинации материалов с различной твердостью, цветом и функциональными свойствами, предоставляя огромную гибкость для инноваций в продуктах. Когда перед разработчиком стоит задача создать изделие, совмещающее в одной детали мягкую на ощупь резиновую рукоятку и конструктивную прочность закладной гайки, правильное применение технологий «переформовки» (Overmolding) и «закладных элементов» (Insert Molding) становится критически важным. Переформовка, заключающаяся в повторном формовании мягкого материала на поверхности жесткой основы, придает изделию эргономичные свойства, такие как противоскольжение, амортизация и приятный на ощупь материал. Технология закладных элементов, в свою очередь, позволяет интегрировать в пластиковое тело детали инородные компоненты (металлические гайки, магниты, оси), решая проблемы недостаточной прочности резьбовых соединений в пластике и сложностей с позиционированием при сборке. Сочетание этих двух технологий в процессе вакуумной формовки предъявляет высокие требования к точности конструкции пресс-форм, а также к совместимости материалов и контролю технологических параметров.
ООО “Интеллектуальная производственная технология Булайкес (Чжуншань)” — это комплексный производственный сервисный провайдер, специализирующийся на пресс-формах для литья под давлением, обработке на станках с ЧПУ, вакуумной формовке, литье под давлением и 3D-печати. Мы давно и успешно предоставляем полный спектр решений для таких отраслей, как потребительская электроника, медицинское оборудование, автомобильные компоненты и умный дом — от верификации прототипов до серийного производства. В этой статье мы, опираясь на наш многолетний практический опыт, системно разберем, как стабильно и эффективно реализовать процесс обертывания мягким материалом и установки металлических закладных элементов при вакуумной формовке, подробно проанализируем технологические сложности и ключевые точки контроля, чтобы помочь инженерам-разработчикам и конструкторам успешно избегать типичных технологических ловушек и повысить вероятность успешной разработки продукта.
Суть вакуумной формовки заключается в использовании силиконовой формы для копирования прототипа и заливки полиуретана (ПУ) или аналогичных полимерных материалов. Для процесса переформовки выбор материалов напрямую определяет характеристики конечного продукта. Критически важными для успеха являются совместимость материалов, прочность сцепления и соответствие их физических свойств.
Мягкие материалы: Наиболее распространенными материалами для вакуумной переформовки являются полиуретановые эластомеры с твердостью в диапазоне от 30A до 90A по Шору. Мягкие материалы с твердостью 30A-50A отличаются мягкостью и хорошей эластичностью, что делает их идеальными для зон хвата, требующих высокого комфорта, например, рукоятки электроинструментов или медицинских приборов. Материалы с твердостью 70A-90A приближаются по своим свойствам к жесткой резине, обладают хорошей несущей способностью и износостойкостью, что подходит для противоскользящих элементов, требующих определенной структурной прочности. Силиконовые материалы, хотя и обладают лучшей термостойкостью и отличной биосовместимостью, реже применяются в процессах переформовки из-за плохой адгезии к полиуретановой жесткой основе и обычно используются только для изделий из чисто силикона или в особых случаях для продуктов из одного материала.
Жесткая основа: Для первого слоя переформовки часто используются такие материалы, как АБС-пластик (высокая вязкость, простота обработки), ПК (высокая термостойкость, ударопрочность), ПП (химическая стойкость, применение в пищевой промышленности). Разница в прочности химической связи между этими материалами и мягким полиуретаном значительна. Например, АБС-пластик имеет естественное химическое сродство с полиуретаном: полярные группы в их молекулярной структуре способствуют образованию прочных поперечных связей в процессе отверждения, что обеспечивает отличную адгезию, часто даже без дополнительной обработки. Полипропилен (ПП), напротив, обладает чрезвычайно низкой поверхностной энергией и насыщенной молекулярной структурой, что делает его типичным трудносклеиваемым материалом. Без специальной обработки грунтовкой или активации плазмой он (легко) подвержен расслоению. Поэтому на этапе выбора материалов первостепенное значение имеет учет совместимости жесткой основы и мягкого материала для обеспечения качества продукта переформовки.
Адгезия и химическая связь: Успех процесса переформовки в значительной степени зависит от способа соединения двух материалов. Идеальным вариантом является химическая связь, при которой в процессе отверждения мягкого материала на поверхности жесткой основы происходит реакция сшивания на молекулярном уровне, формирующая непрерывную полимерную сетку. Такое соединение отличается высокой прочностью, долговечностью и способностью выдерживать многократные механические нагрузки и воздействие внешней среды. Когда химическая связь невозможна, прибегают к физическому зацеплению. Для этого на поверхности жесткой основы создаются углубления, отверстия, выступы обратного уклона или сетчатые структуры. Мягкий материал при отверждении заполняет эти элементы, образуя «якоря» или «замки», и фиксация происходит за счет механического запирания. На практике для достижения максимальной надежности соединения часто используется комбинация химического связывания и физического зацепления.
Силиконовые формы для вакуумной формовки обычно изготавливаются из высокотемпературного вулканизируемого силикона, чья термостойкость, в зависимости от рецептуры и процесса отверждения, обычно составляет 80–120°C. В процессе переформовки при отверждении заливаемого мягкого материала выделяется определенное количество тепла. Если термостойкость формы недостаточна, это может привести к ее локальной деформации, расширению или даже разрушению, что, в свою очередь, повлияет на точность размеров и внешний вид готового изделия. Поэтому крайне важно выбирать для изготовления форм силикон дополнительного отверждения (аддитивный), обладающий высокой прочностью на раздир и повышенной термостойкостью. По сравнению с силиконом конденсационного отверждения, аддитивный силикон обеспечивает лучшую размерную стабильность, меньшую усадку и более длительный срок службы формы, что особенно важно для сложных переформовок с высокими требованиями к точности.
Не менее важна конструкция плоскости разъема формы. При переформовке форма должна одновременно вмещать жесткую основу и оставлять полость для мягкого материала. Это предъявляет повышенные требования к расположению плоскости разъема. Грамотно спроектированная плоскость разъема должна обеспечивать точную фиксацию основы, предотвращая ее смещение в процессе заливки. Кроме того, расположение разъема должно позволять легко извлекать готовое изделие после заливки мягкого материала, не допуская его повреждения из-за наличия обратных уклонов или недостаточного угла для работы выталкивателей. Также плоскость разъема должна выполнять функцию вентиляции: в конце пути заполнения полости мягким материалом необходимо предусмотреть разумно расположенные вентиляционные каналы для предотвращения образования воздушных карманов, ведущих к недоливу или дефектам поверхности. При реальном проектировании форм часто требуется комплексный анализ, учитывающий геометрию изделия, распределение толщины мягкого слоя и траекторию заливки. Оптимизация конструкции плоскости разъема достигается путем многократных тестовых заливок, что обеспечивает стабильность процесса и повторяемость результатов.
Метод двухстадийной заливки является наиболее распространенным и технологически отработанным способом создания мягких рукояток при вакуумной формовке. Он отличается четкой последовательностью операций, простотой контроля и высокой долей успеха, подходя для подавляющего большинства сценариев переформовки.
Шаг 1: Изготовление жесткой основы. Сначала с помощью вакуумной формовки или обработки на станке с ЧПУ получают жесткую деталь из АБС, ПК, ПА или другого подобного материала. Уже на этапе проектирования необходимо предусмотреть возможность последующей обтяжки мягким материалом, оставив для этого зоны и спроектировав на поверхности соответствующие элементы для механического зацепления: неглубокие канавки (глубиной 0.5–1.5 мм), сетчатую накатку, «ласточкин хвост» или сквозные отверстия. Для изделий, подвергающихся высоким усилиям на отслаивание, рекомендуется комбинированный тип зацепления: в зонах основных нагрузок предусматриваются сквозные отверстия, при заливке мягкий материал заполнит их и после отверждения образует «заклепки», что значительно повышает прочность соединения.
Шаг 2: Конструирование формы. Жесткая основа помещается в силиконовую форму для второй заливки. Ключевой момент здесь — фиксация. Основа должна быть абсолютно неподвижна в полости формы, любое, даже самое незначительное, смещение напрямую повлияет на равномерность толщины слоя мягкого материала и внешний вид изделия. Обычно используются два подхода к фиксации. Первый: использование самой мастер-модели в качестве базы для позиционирования и создание вторичной формы, которая уже имеет элементы для фиксации основы. Этот метод обеспечивает высокую точность и подходит для изделий с относительно простой геометрией основы. Второй: изготовление отдельного калибровочного приспособления на станке с ЧПУ, которое фиксирует основу с помощью штифтов, магнитов или защелок в заданном положении внутри формы. Этот метод более гибок и подходит для сложной геометрии основы или при необходимости частой смены типоразмеров. Точность позиционирования напрямую определяет равномерность толщины мягкого слоя. Смещение основы может привести к тому, что с одной стороны слой будет слишком тонким, вплоть до оголения основы, а с другой — слишком толстым, что вызовет усадочные раковины или вмятины, серьезно ухудшая внешний вид и долговечность изделия.
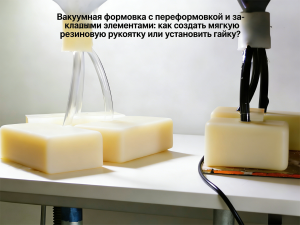
Шаг 3: Заливка и отверждение. Заливка мягкого материала производится в вакуумной среде, причем вакуумирование выполняется как перед заливкой, так и после нее (для дегазации). Мягкие материалы обладают хорошей текучестью, но их вязкость обычно выше, чем у жестких полимеров. Поэтому при заливке необходимо контролировать скорость потока: материал заливается тонкой струей вдоль стенки формы, чтобы избежать завихрений и попадания воздуха, приводящих к образованию пузырей. Температура отверждения обычно составляет 60–80°C, а время — 2–4 часа, точные параметры следует уточнять в техническом описании материала. В процессе отверждения форма должна находиться в строго горизонтальном положении, чтобы избежать неравномерного распределения толщины мягкого слоя под действием силы тяжести.
Для изделий со сложной геометрией, где мягким материалом необходимо покрыть несколько сторон, традиционная форма для двухстадийной заливки может не позволить легко извлечь готовое изделие. Особенно это касается случаев, когда мягкий слой покрывает несколько плоскостей детали, имеются обратные уклоны или внутренние полости. Использование цельной формы в таких случаях часто приводит к невозможности извлечь изделие без повреждения мягкого слоя.
В этом случае применяется стратегия «разборной формы» (или формы с подвижными блоками). Форма собирается из нескольких сменных модулей, каждый из которых соответствует определенному участку изделия. Перед заливкой модули стыкуются с помощью направляющих штифтов и фиксирующих элементов, образуя единую полость. После завершения заливки и отверждения модули извлекаются в определенной последовательности, постепенно освобождая изделие. Это позволяет избежать повреждения мягкого слоя или жесткой основы при извлечении. Такая конструкция увеличивает сложность и стоимость изготовления формы, но для сложных деталей с переформовкой она является необходимой для обеспечения выхода годных изделий и их функциональности.
Для особо сложных структур может применяться комбинированная стратегия «цельная форма + силиконовый сердечник». Внутри жесткой основы или в сложной полости предварительно размещается деформируемый силиконовый сердечник. После заливки и отверждения сердечник извлекается механическим путем, что позволяет сформировать сложные внутренние полости.
Отслаивание (расслоение): Самый распространенный и серьезный дефект в процессе переформовки. Основные причины: загрязнение поверхности жесткой основы остатками разделительного состава или маслом, несовместимость материалов, отсутствие грунтовки или ее неэффективность. Меры борьбы: тщательная очистка поверхности основы спиртом или специальным очистителем перед заливкой для удаления всех загрязнений и остатков разделительного состава; для трудносклеиваемых материалов (ПП, ПЭ, ПОМ) обязательное нанесение специального праймера, создающего на поверхности основы химический переходный слой и способствующего образованию химической связи между мягким и жестким материалами; для критических зон, воспринимающих нагрузку, проектирование элементов физического зацепления в дополнение к химической связи, что дает комбинированную защиту.
Облой (грат): Мягкие материалы обладают высокой текучестью и под давлением заливки могут проникать в мельчайшие зазоры на плоскости разъема формы. Неплотное смыкание формы, износ направляющих штифтов, приводящий к увеличению зазоров, или недостаточное усилие смыкания приводят к образованию тонких пленок материала на разъеме, что не только ухудшает внешний вид, но и увеличивает трудоемкость последующей обработки. Решение: обеспечение высокой точности направляющих штифтов, регулярная проверка плоскостности поверхности разъема формы и проектирование разумных вентиляционных каналов, которые направляют избыток материала в определенное место, а не позволяют ему образовывать хаотичный облой. При сильном облое можно попробовать снизить давление заливки или скорректировать вязкость материала.
Остаточные пузыри: При смешивании компонентов мягкого материала в него может попасть воздух. Если время вакуумирования недостаточно, пузыри остаются на поверхности изделия, образуя кратеры, или внутри, ослабляя структуру и ухудшая внешний вид. Решение: увеличение времени вакуумирования до 3–5 минут для полного удаления воздуха из смеси; заливка тонкой струей вдоль стенки формы для предотвращения завихрений; в зонах со сложной геометрией, где возможен захват воздуха, следует предусмотреть в форме вентиляционные иглы или каналы для его выхода.

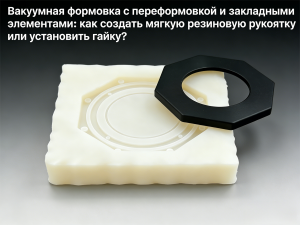
Установка закладных элементов в процессе вакуумной формовки преследует цель придать пластиковой детали прочность металлического соединения или расширить ее функциональность. Это позволяет использовать отформованные детали не только как прототипы для внешнего вида, но и как полноценные конструкционные элементы, пригодные для функциональных испытаний и даже мелкосерийного производства.
Латунные гайки (с накаткой / с прямыми канавками): Самый распространенный тип закладных элементов. Предназначены для создания многократно используемых резьбовых соединений. Поверхность гаек имеет накатку, косые или прямые канавки, которые при заливке заполняются полимером, образуя прочный механический замок, способный выдерживать значительные усилия на вырыв и кручение. Широко применяются в корпусах электронных устройств, рукоятках медицинских инструментов, носимых устройствах, деталях автомобильного интерьера.
Магниты: Используются в конструкциях с магнитной фиксацией, например, в ручках умных замков, съемных панелях, магнитных креплениях для держателей, фиксаторах датчиков. Обычно применяются мощные неодимовые магниты, обладающие большой магнитной силой при малых размерах. При установке магнитов в процессе вакуумной формовки необходимо учитывать их полярность и термостойкость. Обычные неодимовые магниты могут потерять свои свойства при нагреве свыше 80°C, поэтому необходимо контролировать температуру отверждения или использовать термостойкие магниты.
Оси / направляющие штифты: Используются для обеспечения вращательного или направляющего движения в прецизионных узлах, например, оси в шарнирных соединениях, направляющие для скользящих механизмов, установочные штифты. Такие элементы обычно изготавливаются из нержавеющей или закаленной стали и требуют высокой точности позиционирования и соосности. После формовки они могут служить готовыми элементами механических узлов.
Другие функциональные элементы: Включают в себя электрические контакты, пружинные антенны, токопроводящие пластины, нагревательные элементы и т.д. Они предназначены для создания электрических соединений или реализации специфических функций, что значительно расширяет применение вакуумной формовки в таких областях, как умные устройства и медицинская техника.
Методы предварительного позиционирования: Закладной элемент должен сохранять абсолютно неизменное положение в процессе заливки. Любое, даже незначительное, смещение может привести к браку или потере функциональности. Используются три основных метода фиксации:
Магнитная фиксация: Для ферромагнитных элементов (например, латунных гаек со стальной вставкой, осей из нержавейки, а также самих магнитов) в форме на соответствующих местах могут быть установлены мощные постоянные магниты. Магнитное поле удерживает элемент в заданном положении. Этот метод прост в использовании, обеспечивает быструю фиксацию и не требует дополнительного места в форме, что удобно для серийного производства. Однако необходимо точно контролировать положение магнитов в силиконовой форме и следить, чтобы их поле не влияло на соседние закладные элементы.
Фиксация с помощью штифта: Для немагнитных элементов или при очень высоких требованиях к точности позиционирования используется съемный металлический штифт. Он проходит через внутреннее отверстие гайки или центральное отверстие элемента, фиксируя его в полости формы. Один конец штифта закреплен в основании формы, другой входит в отверстие элемента, предотвращая его смещение во время заливки. После заливки и начала отверждения, но до его полного завершения, штифт извлекается. Отверстие остается чистым и не заполненным материалом. Этот метод обеспечивает максимальную точность позиционирования и применяется для ответственных узлов.
Фиксация в силиконовом пазу: В силиконовой форме непосредственно создается паз с небольшим натягом, соответствующий внешнему контуру закладного элемента. Эластичность силикона позволяет надежно удерживать элемент. Этот метод подходит для элементов простой формы и небольшого размера, не требует дополнительных металлических фиксаторов, упрощая конструкцию формы. Однако силиконовые пазы могут изнашиваться или деформироваться при многократном использовании, поэтому за ними требуется регулярный контроль и, при необходимости, замена формы.
Стратегия заливки: Поток заливаемого полимера оказывает определенное гидравлическое воздействие на закладной элемент. При неправильном выборе литника элемент может сместиться или наклониться. Поэтому литник не следует располагать прямо напротив элемента; предпочтительнее боковая или нижняя заливка, когда материал медленно заполняет полость сбоку, уменьшая прямое воздействие на элемент. Скорость заливки также должна быть оптимальной: достаточно высокой, чтобы материал полностью заполнил все канавки на поверхности элемента и мелкие зазоры вокруг него, образовав прочный механический замок, но не настолько высокой, чтобы он под давлением проник в витки резьбы и закупорил их. Для резьбовых элементов перед заливкой в резьбовое отверстие можно установить защитный стержень, который удаляется после отверждения, обеспечивая чистоту резьбы.
После извлечения готовой детали из формы рекомендуется выполнить вторичное нарезание резьбы в закладных гайках (прогнать метчиком), чтобы удалить возможные микроскопические остатки материала, которые могли попасть в начало резьбы под давлением заливки. Это гарантирует прохождение калибров «проход/непроход» и надежность резьбового соединения. При необходимости последующих операций (гальваника, окраска) резьбовые отверстия следует защищать, чтобы избежать попадания покрытия.
Конструкция элемента, предотвращающая его выпадение, критически важна для надежности изделия. Стандартные элементы имеют накатку, косые или прямые канавки, обратные уклонения. После заливки полимер заполняет эти структуры, создавая «холодный замок», который эффективно противостоит вырыванию и проворачиванию. Для особо нагруженных соединений можно использовать элементы со сквозными отверстиями или кольцевыми канавками. В этом случае полимер, протекая через отверстие или заполняя канавку, образует после отверждения своего рода «заклепку» или «замок типа «ласточкин хвост», что может увеличить сопротивление вырыванию на 50% и более по сравнению с обычной накаткой.
На этапе проектирования формы и организации процесса необходимо предусмотреть меры защиты от ошибок (poka-yoke), предотвращающие неправильную установку элемента, его пропуск или установку в неверной ориентации. Типичные решения: несимметричная форма элемента, датчики контроля присутствия элемента в форме, использование элементов разных цветов для разных типоразмеров, разработка подробных стандартизированных инструкций по установке элементов.
На практике для установки гаек используются два основных метода, каждый из которых имеет свои преимущества и недостатки и подходит для разных производственных сценариев.
Заливка гайки в форму (Molded-in Insert): Гайка помещается в форму на этапе заливки, и ее фиксация в пластике происходит в процессе формования детали. Преимущества: высокая производительность (операция совмещена с формовкой), высокая точность позиционирования, отсутствие зазора между гайкой и пластиком, максимальная прочность соединения (полимер обволакивает гайку со всех сторон). Недостатки: более сложная конструкция формы, требующая системы фиксации гайки; расположение гайки вблизи плоскости разъема может влиять на герметичность формы и ее срок службы; низкая гибкость при смене типоразмера гайки (требуется доработка формы).
Горячая запрессовка гайки (Thermal Insert): Сначала формуется деталь без гайки, в ней предусматривается глухое или сквозное отверстие под гайку. Затем с помощью специального термооборудования нагретая гайка запрессовывается в это отверстие. Тепло от гайки расплавляет окружающий пластик, который затем, затвердевая, фиксирует гайку. Преимущества: простота (форма не имеет сложных механизмов фиксации), высокая гибкость (одна и та же форма может использоваться для разных типоразмеров гаек), идеально подходит для стадии разработки, когда возможны частые изменения. Недостатки: возможность появления следов нагрева или деформации на поверхности детали; прочность соединения обычно ниже, чем при заливке в форму; существует риск ослабления соединения при длительных вибрациях или циклических нагрузках.
Рекомендации по выбору: Для мелкосерийного производства или этапа функциональной верификации, если расположение гайки фиксировано и требуются высокие прочностные характеристики, рекомендуется метод заливки в форму, обеспечивающий наилучшие механические свойства и внешний вид. Если конструкция детали сложна, типоразмеры гаек могут меняться в процессе разработки, или требуется максимальная гибкость, то более предпочтительной является горячая запрессовка. На практике часто используется комбинированный подход: ответственные узлы, подвергающиеся высоким нагрузкам, делаются с заливкой в форму, а для остальных применяется горячая запрессовка.
В процессе вакуумной формовки с использованием технологий переформовки и закладных элементов контроль качества пронизывает все этапы: от проверки исходных материалов до контроля процесса и финальной приемки готовой продукции. Разработка научно обоснованной и всеобъемлющей системы стандартов приемки позволяет не только обеспечивать стабильность качества каждой партии, но и предоставляет данные для оптимизации технологии. Ниже приведены ключевые методы контроля и стандарты приемки для деталей, полученных переформовкой, и деталей с закладными элементами.
Испытание на прочность отслаивания (пилинг): Наиболее прямой и надежный метод оценки адгезии между мягким и жестким слоями. Испытание проводится на универсальной испытательной машине. Слой мягкого материала отслаивается от жесткой основы под углом 90°, регистрируется усилие отслаивания на единицу ширины образца (Н/мм). Требования к прочности зависят от области применения: для обычных потребительских электронных устройств минимальное значение обычно составляет 2.0 Н/мм; для медицинского оборудования, электроинструментов и других изделий с повышенными требованиями к надежности рекомендуется значение не менее 3.0 Н/мм. Низкая прочность отслаивания обычно свидетельствует о загрязнении поверхности, неэффективности праймера, неполном отверждении или несовместимости материалов.
Измерение твердости по Шору: Твердость мягкого материала напрямую влияет на тактильные ощущения, герметизирующие свойства и износостойкость. Измерения проводятся твердомером Шора в нескольких точках на поверхности мягкого слоя, вычисляется среднее значение. Отклонение от номинального значения должно находиться в пределах ±5A. Слишком высокая твердость приводит к жесткости и потере эластичности; слишком низкая — к снижению износостойкости и деформации. Отклонения твердости обычно связаны с ошибками в дозировке компонентов или нарушением режима отверждения (температуры, времени).
Испытания на стойкость к внешним воздействиям: Для изделий, предназначенных для длительного использования, проводятся дополнительные испытания на старение. Типичные тесты: воздействие повышенной температуры и влажности (например, 70°C / 95% относительной влажности в течение 48 часов) для выявления возможного расслоения или вспучивания на границе раздела материалов; термоциклирование (например, от -30°C до 70°C) для оценки стабильности размеров и сохранения прочности соединения при резких перепадах температур; тесты на химическую стойкость, имитирующие контакт с маслами, чистящими средствами и другими жидкостями, с которыми изделие может столкнуться при эксплуатации.
Испытание на усилие вырывания (выдергивания): К закладной гайке прикладывается осевое растягивающее усилие, регистрируется максимальное значение, при котором происходит разрушение соединения или извлечение элемента из пластика. Нормы зависят от типоразмера гайки: для латунной гайки M3 в полиуретане минимальное усилие вырывания обычно составляет 80 Н, для M4 — 120 Н, для M5 — 180 Н. Для магнитов, осей и других элементов нормы устанавливаются исходя из реальных условий эксплуатации. Недостаточное усилие вырывания может привести к выходу элемента из строя в процессе использования.
Испытание на проворачивание (крутящий момент): С помощью динамометрического ключа или стенда к гайке прикладывается крутящий момент. Проверяется способность гайки выдерживать номинальный момент затяжки без проворачивания в пластике. Для гайки M3 обычно требуется выдерживать момент не менее 1.2 Н·м, для M4 — не менее 2.5 Н·м. При анализе результатов важно различать два вида разрушения: проворачивание самой гайки в пластике (проблема прочности соединения) и срыв резьбы (проблема качества самой резьбы).
Контроль точности позиционирования: Точность положения закладного элемента критически важна для последующей сборки. Измерения проводятся на координатно-измерительной машине или с помощью оптического измерительного прибора. Контролируются позиционное отклонение относительно базовых поверхностей изделия, глубина установки, а для нескольких элементов — их взаимное расположение. Допустимое отклонение позиционирования обычно составляет ±0.1 мм, а для прецизионных узлов требования жестче. Превышение допуска может привести к интерференции при сборке или нарушению соединения.
Рентгеновский контроль (опционально): Для элементов, скрытых внутри детали, или в случаях, когда качество установки невозможно оценить визуально, может применяться неразрушающий рентгеновский контроль. Он позволяет визуально оценить положение элемента внутри пластика, его ориентацию, а также выявить внутренние дефекты, такие как раковины, трещины или несплошности. Этот метод рекомендуется для особо ответственных узлов.
Внешний вид — это первое, что оценивается при приемке продукции, и он напрямую отражает уровень производства. Приемка изделий вакуумной формовки с переформовкой и закладными элементами по внешнему виду должна проводиться в соответствии со следующими стандартами:
Линия разъема и облой: Линия разъема (след от формы) не должна превышать 0.1 мм и не должна ощущаться при проведении рукой. Для мягких материалов линию разъема следует располагать, по возможности, на нелицевых поверхностях или кромках. Облой (грат) не допускается. Если полностью избежать микрозаусенцев невозможно, они должны быть удалены при последующей обработке без повреждения детали.
Качество поверхности мягкого материала: Поверхность мягкого материала должна быть гладкой, без недоливов, холодных спаев, пузырей, усадочных раковин, точечных включений. Цвет должен быть равномерным по всей поверхности, без разнооттеночности и разводов. Для прозрачных или полупрозрачных материалов внутри не должно быть видимых пузырей или посторонних включений.
Качество материала вокруг закладного элемента: В зоне вокруг закладного элемента не допускаются усадочные раковины, трещины, побеление материала (признак концентрации напряжений). Соединение между закладным элементом и пластиком должно быть плотным, без зазоров и приподнимания элемента. Поверхность металлического элемента должна быть чистой, без остатков полимера. Резьбовое отверстие должно быть чистым, проходной калибр должен проходить свободно.
Общие размеры и деформация: Общие размеры изделия должны соответствовать чертежу. Критические размеры должны выдерживаться в допуске ±0.1 мм. Не допускаются коробление, деформация, скручивание и другие отклонения формы и расположения поверхностей сверх установленных допусков. Для тонкостенных или крупногабаритных изделий рекомендуется использовать контрольные приспособления для полного замера размеров.
Периодичность контроля устанавливается в зависимости от объема партии и категории изделия:
Контроль первой детали (первого образца): Перед началом производства каждой партии проводится полный цикл испытаний первого изделия (размеры, прочность отслаивания, усилие вырывания, крутящий момент, внешний вид). Цель — подтверждение стабильности технологического процесса. Производство партии разрешается только после успешного прохождения контроля первым образцом.
Выборочный контроль в процессе производства: В процессе производства каждые 1-2 часа проводится выборочный контроль внешнего вида. От каждой партии отбираются 2-3 образца для выборочного контроля механических характеристик (прочность отслаивания, вырывание, проворачивание).
Выходной контроль: Перед отгрузкой со склада готовой продукции проводится выборочный контроль по стандарту AQL (например, AQL 0.65 или 1.0) для подтверждения соответствия всей партии установленным требованиям качества.
Внедрение системного подхода к контролю качества и четких стандартов приемки позволяет эффективно выявлять и предотвращать технологические дефекты, гарантируя, что изделия вакуумной формовки с переформовкой и закладными элементами будут соответствовать требованиям заказчика по функциональности, надежности и внешнему виду, и обеспечивая надежную технологическую базу для последующего серийного производства.
Технологии переформовки и установки закладных элементов при вакуумной формовке представляют собой комплексное воплощение таких аспектов, как точность конструирования форм, совместимость материалов и управление технологическими параметрами. От выбора твердости мягкого материала и механизмов химической связи до прецизионного позиционирования закладных элементов и оптимизации стратегии заливки — каждый этап напрямую влияет на функциональность и надежность конечного продукта. Овладение ключевыми моментами двухстадийного формования мягких рукояток и методами установки гаек позволяет не только значительно улучшить тактильные качества и надежность сборки опытных образцов, но и создает надежную технологическую основу для последующего перехода к серийному литью под давлением, эффективно снижая риски разработки и сокращая время вывода продукта на рынок.
В реальном производстве успех технологий переформовки и установки закладных элементов невозможен без внимания к деталям — от подготовки поверхности жесткой основы и выбора праймера до конструирования плоскости разъема формы и точного контроля параметров заливки. Накопление успехов на каждом из этих этапов в итоге определяет успех всего проекта. По мере непрерывного развития технологии вакуумной формовки расширяется ассортимент материалов и увеличивается диапазон технологических параметров, что открывает перед разработчиками продукции еще большие возможности для инноваций.
Если перед вами стоят следующие задачи:
Мелкосерийное производство функциональных образцов методом вакуумной формовки с мягким покрытием или закладными элементами
Разработка и серийное производство высокоточных пресс-форм для литья под давлением
Услуги по обработке на станках с ЧПУ, литью под давлением и 3D-печати для быстрого прототипирования
Мы будем рады сотрудничеству. ООО “Интеллектуальная производственная технология Булайкес (Чжуншань)” — ваш надежный партнер, объединяющий в своей производственной цепочке множество технологий, чтобы предложить профессиональную и эффективную техническую поддержку на пути от идеи до готового продукта.
Контактная информация:
Эл. почта: rfq@bricsmfg.com
Веб-сайт: https://www.bricsmfg.ru/
Мы с нетерпением ждем возможности сотрудничать с вами, чтобы воплотить каждую вашу дизайнерскую идею в качественный продукт, прошедший все необходимые проверки.