ООО Интеллектуальная производственная технология Булайкес (Чжуншань)
5-й этаж, здание A, № 218-1, улица Исянь, деревня Гуантан, район Наньлан, город Чжуншань
ООО Интеллектуальная производственная технология Булайкес (Чжуншань)
5-й этаж, здание A, № 218-1, улица Исянь, деревня Гуантан, район Наньлан, город Чжуншань

2026-02-10
В сфере прецизионного производства чертежи являются универсальным языком инженеров, а GD&T (Geometric Dimensioning and Tolerancing) представляет собой самую строгую «грамматическую систему» этого языка. Она выходит за рамки традиционного метода обозначения допусков (±), научно определяя форму, ориентацию, профиль и позиционные соотношения изделия, исходя из его функциональных требований, обеспечивая точную передачу конструкторских замыслов на этапах производства, контроля и сборки. Основная ценность GD&T заключается не только в определении статической геометрии изделия, но и в уточнении функциональных требований детали в динамической сборочной системе, предотвращая помехи при сборке или функциональные сбои, вызванные накоплением допусков. Будь то усадочная деформация литьевых деталей, углы формовочных уклонов литых деталей или установочные базы механически обработанных деталей, символы GD&T являются ключевым техническим языком для обеспечения стабильности и согласованности качества при серийном производстве.
ООО «Интеллектуальная производственная технология Булайкес (Чжуншань)» более десяти лет работает в сфере прецизионного производства, неизменно фокусируясь на технической интеграции и оптимизации процессов литья под давлением, прецизионной механической обработки и литья под давлением металлов. Мы глубоко понимаем, что в процессе проектирования пресс-форм и перехода к серийному производству каждый символ GD&T на чертеже соответствует конкретным точкам технологического контроля и методам измерения. Чтобы помочь инженерам, специалистам по закупкам и руководителям производства глубже понять содержание чертежей и повысить эффективность межведомственной и межкорпоративной коммуникации, мы систематизировали данное руководство «Подробное объяснение 14 основных символов GD&T». Объединяя характеристики трех процессов, мы поможем вам полностью освоить этот универсальный инженерный графический язык. Если у вас возникнут вопросы по настройке допусков и их реализации в процессе разработки новой продукции или серийного производства, пожалуйста, обращайтесь к нашей технической команде для получения профессионального DFM-анализа и рекомендаций по оптимизации технологии.
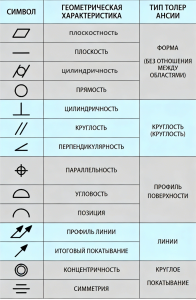
Основная ценность GD&T заключается в создании полной и научной системы геометрического контроля. Она систематически разделяет геометрические характеристики деталей на четыре категории: форма, ориентация, расположение и биение, тем самым всесторонне ограничивая геометрическую точность детали. Революционный прорыв этой системы заключается в отказе от ограничений традиционных координатных допусков, существующих «сами по себе», и переходе к ориентации на сборочную функциональность и рабочие характеристики детали, гарантируя, что каждый указанный допуск напрямую служит реальным эксплуатационным потребностям продукта. Например, позиционирование отверстия больше не определяется просто координатными допусками X и Y, а увязывается через позиционный допуск с функциональными требованиями сопрягаемого вала, что позволяет избежать помех при сборке или функциональных сбоев из-за накопления допусков.
В полной логической структуре GD&T базы (Datums) играют ключевую роль «якоря измерения». База — это отправная точка и система отсчета для геометрических измерений, основа для оценки положения и ориентации других элементов. Выбор базы отнюдь не произволен; он напрямую определяет однозначность и воспроизводимость результатов измерений. Для таких процессов, как литье под давлением и литье металлов под давлением, которые зависят от формообразования в пресс-формах, установка баз влияет не только на передачу проектных баз при конструировании формы, но и напрямую сказывается на точности и согласованности последующего контроля. Неправильно выбранная система баз может привести к тому, что годные детали будут ошибочно забракованы, и наоборот.
На практике разработка системы баз должна следовать принципу функциональной ориентации — максимально точно имитировать способ позиционирования детали при реальной сборке, стремясь к унификации «конструкторской базы, технологической базы и измерительной базы». Например, для корпусной детали, устанавливаемой на плоскость, главной базой должна служить сама установочная плоскость, а не какой-либо выступ на верхней части или боковая стенка. Если произвольно выбрать обрабатываемую или измерительную поверхность в качестве базы, даже если на этот выступ легко опереться при обработке, это не сможет отразить реальное пространственное положение детали в собранном состоянии и в итоге может привести к трудностям при сборке или функциональным отказам. Поэтому на этапе проектирования пресс-форм для литья пластмасс и металлов необходимо, учитывая требования GD&T к базам, рационально планировать плоскость разъема, расположение толкателей и литниковой системы, чтобы обеспечить точность формообразования и стабильность базовых элементов.
Допуски формы являются самой фундаментальной частью системы GD&T и используются для контроля точности формы отдельного элемента, не затрагивая его соотношения с другими элементами. Этот класс допусков имеет особое значение в процессах литья под давлением и литья под давлением металлов, поскольку оба процесса включают фазовый переход материала из жидкого в твердое состояние, сопровождающийся сложными явлениями усадки, напряжений и деформации. Эффективный контроль допусков формы — ключ к обеспечению качества и стабильности деталей с самого начала.
Прямолинейность (Straightness) — это показатель, контролирующий отклонение линии элемента от идеальной прямой. В литьевых деталях длинные тонкие ребра жесткости, направляющие колонны или края корпуса могут изгибаться из-за неравномерной усадки; такой изгиб влияет не только на внешний вид, но и может привести к помехам при сборке или функциональным отказам. В литых деталях под давлением длинные элементы, такие как радиаторные пластины или направляющие пазы, могут иметь отклонения по прямолинейности из-за проблем с тепловым балансом формы или деформации при выталкивании. Разумное задание допуска прямолинейности позволяет эффективно ограничить такие дефекты, обеспечивая плавный контакт детали с сопрягаемыми элементами при сборке.
Плоскостность (Flatness) используется для контроля степени ровности поверхности и является одним из наиболее широко применяемых показателей среди всех допусков формы. Герметизирующие поверхности, установочные основания, сопрягаемые плоскости, поверхности теплового контакта предъявляют высокие требования к плоскостности, так как она напрямую влияет на герметичность, стабильность сборки и эффективность теплопередачи. Литьевые детали, особенно тонкостенные конструкции большой площади, склонны к короблению из-за релаксации внутренних напряжений и неравномерной усадки; литые детали под давлением могут иметь отклонения по плоскостности из-за неравномерного распределения температуры в форме, нерациональной конструкции системы охлаждения или деформации при выталкивании. Задание допуска плоскостности требует баланса между функциональными требованиями и технологическими возможностями: слишком жесткие требования приведут к резкому росту затрат или даже невозможности производства, слишком мягкие — не обеспечат качество сборки. Опытный инженер-технолог, основываясь на функции изделия, свойствах материала и конструкции формы, устанавливает допуск плоскостности, который одновременно удовлетворяет требованиям эксплуатации и является достижимым в серийном производстве.
Круглость (Circularity, Roundness) контролирует отклонение поперечного сечения профиля от идеальной окружности и является базовым показателем для оценки точности тел вращения. Золотники гидравлических клапанов, отверстия под подшипники, поршни, уплотнительные канавки и другие вращающиеся или сопрягаемые элементы предъявляют четкие требования к круглости, так как она напрямую влияет на зазоры в сопряжениях, герметичность и плавность хода. С технологической точки зрения, точность круглости, достигаемая разными методами формообразования, существенно различается: токарная обработка позволяет получить высокую круглость, доходящую до микронного уровня; круглость литых заготовок под давлением значительно ниже и подвержена влиянию таких факторов, как смещение плоскостей разъема формы, точность работы ползунов, конструкция системы выталкивания. Четкое определение требований к круглости на этапе проектирования помогает правильно выбрать способ получения заготовки и назначить припуски на обработку, избегая ситуации, когда заготовку невозможно исправить последующей механообработкой.
Цилиндричность (Cylindricity) является одним из самых строгих показателей среди допусков формы. Она комплексно контролирует круглость, прямолинейность и параллельность образующих, всесторонне оценивая общий уровень точности цилиндрической поверхности. Для таких ответственных деталей, как гидравлические цилиндры, прецизионные валы, плунжеры насосов, цилиндричность напрямую влияет на герметичность, плавность хода и срок службы. Если цилиндричность выходит за пределы допуска, даже при соблюдении допусков круглости и прямолинейности по отдельности, при возвратно-поступательном движении возможны утечки или заедания. С точки зрения выбора технологии, высокие требования к цилиндричности часто означают необходимость применения операций чистовой обработки: сначала получение заготовки литьем под давлением или под давлением металлов с оставлением достаточных и равномерных припусков, а затем достижение конечных требований с помощью прецизионного точения, шлифования или даже хонингования. Полагаться только на литье под давлением или под давлением металлов, даже при высокой точности самой формы, сложно удовлетворить жесткие допуски цилиндричности; необходимо обязательно включать последующую механическую обработку в технологический процесс.
Допуски ориентации служат мостом, соединяющим допуски формы и допуски расположения в системе GD&T. Они используются для контроля соотношения ориентации контролируемого элемента относительно базы и включают три категории: перпендикулярность, параллельность и наклон. В отличие от допусков формы, которые касаются только собственной формы элемента, допуски ориентации вводят понятие базы, гарантируя, что элементы сохраняют правильное пространственное положение. Этот класс допусков напрямую влияет на легкость сборки, равномерность нагружения и реализацию функций детали и имеет важное практическое значение в процессах литья под давлением, литья под давлением металлов и механической обработки.
Перпендикулярность (Perpendicularity) определяет способность элемента сохранять угол 90° относительно базы и является одним из наиболее часто используемых показателей среди допусков ориентации. В литьевых деталях перпендикулярность соединительных колонн к основанию напрямую влияет на точность совмещения верхней и нижней частей корпуса; если перпендикулярность нарушена, это может привести к трудностям при сборке или невозможности завинтить винты. В литых деталях под давлением перпендикулярность ребер жесткости к основной стенке влияет не только на прочность конструкции, но и на легкость извлечения из формы. Анализируя с технологической точки зрения, источники отклонений от перпендикулярности многообразны: следы от толкателей могут вызывать локальные выступы, нарушающие ориентацию элемента; уклоны для извлечения, являясь необходимым технологическим элементом, при неправильном направлении могут внести систематическое отклонение от перпендикулярности; усадочная деформация может привести к общему перекосу. Поэтому на этапе проектирования формы необходимо комплексно учитывать эти факторы, рационально размещать толкатели, контролировать направление уклонов, оптимизировать расположение литников и систему охлаждения, чтобы обеспечить соблюдение требований перпендикулярности с самого начала.
Параллельность (Parallelism) контролирует способность двух плоскостей или осей сохранять равное расстояние друг от друга и является ключевым показателем, обеспечивающим равномерность сборки и плавность движения. Параллельность верхней и нижней крышек корпуса влияет на общий сборочный зазор; ее нарушение может привести к тому, что одна сторона будет слишком тугой, а другая слишком свободной, что повлияет даже на электромагнитное экранирование или герметизацию. Параллельность направляющих и основания определяет плавность хода подвижных частей, что особенно важно для прецизионных механизмов движения. При литье под давлением на параллельность часто существенно влияет усадочное коробление, особенно для больших плоских деталей. Рациональное расположение литников может направлять поток расплава, делая усадку более равномерной; оптимизированная конструкция системы охлаждения уменьшает деформацию коробления, вызванную перепадами температур; правильное проектирование ребер жесткости повышает жесткость конструкции, помогая ей сопротивляться усадочным напряжениям. Комплексное применение этих технологических мер является ключом к обеспечению требований параллельности.
Наклон (Angularity) используется для контроля точности наклонных плоскостей, отверстий и других элементов, сохраняющих заданный угол (не равный 90°) относительно базы, и является важным инструментом для работы со сложными геометрическими взаимосвязями. Точность угла отверстия под наклонную колонну напрямую влияет на траекторию движения механизма вытягивания стержня; согласованность углов наклонных сопрягаемых поверхностей определяет площадь контакта и распределение нагрузки; контроль уклонов для извлечения, хотя обычно обозначается в градусах, по своей сути также относится к области применения допуска наклона. При проектировании пресс-форм реализация допусков наклона зависит от точности конструкции и надежности работы таких механизмов, как ползуны, наклонные толкатели, угловые рычаги. Точность их направления, зазоры в сопряжениях, износостойкость напрямую влияют на получаемый наклон элементов. Кроме того, неравномерность усадки в разных направлениях также может привести к угловым отклонениям, что требует необходимой предварительной компенсации при проектировании формы.
Допуски профиля являются наиболее гибкой и выразительной категорией в системе GD&T, специально предназначенной для контроля геометрической точности свободных форм, сложных контуров и нестандартных структур. По сравнению с традиционными методами простановки размеров, допуски профиля позволяют с помощью единого поля допуска одновременно контролировать отклонения положения всех точек поверхности или контура. Это особенно актуально для таких деталей, как литьевые и литые под давлением, имеющих сложную внешнюю форму, обтекаемый внешний вид и эргономичные элементы. В таких областях, как бытовая электроника, автомобильный интерьер и экстерьер, медицинская техника, где ценится сочетание внешнего вида и функциональности, допуски профиля стали незаменимым инструментом обозначения.
Допуск профиля поверхности (Surface Profile) является одним из наиболее часто используемых символов для литьевых и литых деталей, и область его применения чрезвычайно широка. Уникальность допуска профиля поверхности заключается в его двойственной функциональности: он может использоваться с указанием базы, контролируя не только собственную форму поверхности, но и положение этой поверхности относительно определенной системы координат; либо без указания базы, контролируя только точность собственной формы поверхности, не ограничивая ее общее позиционное смещение. Эта гибкость позволяет допуску профиля поверхности адаптироваться к различным проектным требованиям — от строго сопрягаемых установочных поверхностей до чисто декоративных поверхностей, где важна лишь плавность внешнего вида.
В конкретных приложениях профиль поверхности подходит для определения корпусных поверхностей, обтекаемых внешних форм, эргономичных мест захвата, зон размещения логотипов и т.д. Например, задняя поверхность портативного устройства должна обеспечивать как комфортность захвата (точность формы), так и точность сопряжения с компонентами экрана (точность положения); в этом случае наиболее разумным выбором будет профиль поверхности с указанием базы. А для некоторых чисто декоративных поверхностей, где важен лишь визуальный эффект, можно выбрать профиль поверхности без указания базы, что позволит снизить производственные затраты при сохранении внешнего вида.
Существенное преимущество допуска профиля поверхности заключается в его краткости и полноте: одним числом и одним полем допуска он одновременно контролирует отклонения формы и положения всех точек поверхности, избегая громоздкости традиционных методов, требующих бесчисленных размеров и допусков. Это не только упрощает оформление чертежа и снижает сложность его чтения, но и облегчает разработку методики контроля — с помощью координатно-измерительных машин или оптического сканирования можно напрямую оценить отклонение всей поверхности от теоретической модели, что значительно повышает эффективность контроля.
С технологической точки зрения, реализация допуска профиля поверхности зависит от точности обработки полости формы и стабильности процесса формования. Для литьевых деталей точность профиля поверхности зависит от точности формообразующей поверхности, стабильности коэффициента усадки, параметров технологического процесса и других факторов; для литых деталей под давлением необходимо также учитывать смещение плоскости разъема, тепловое расширение формы и другие аспекты. Поэтому на этапе проектирования и изготовления формы необходимо разрабатывать специальные стратегии обработки и контроля, исходя из требований к профилю поверхности.
Допуск профиля линии (Line Profile) используется для контроля точности контура в определенном сечении и подходит для случаев, где важна форма лишь конкретного поперечного сечения, а изменения вдоль длины допускаются в более широких пределах. Профили лопаток, сечения уплотнительных канавок, направляющие каналы, краевые профили оптических линз — все это подходит для контроля допуском профиля линии. Принципиальное различие между допуском профиля линии и допуском профиля поверхности заключается в размерности контроля: допуск профиля линии контролирует точность двумерного сечения, в то время как допуск профиля поверхности контролирует общую точность трехмерной поверхности.
При обработке полостей пресс-форм для литья пластмасс допуск профиля линии имеет особое практическое значение. Проектирование электродов для электроэрозионной обработки часто основывается на требованиях к профилю линии в ключевых сечениях, чтобы обеспечить точность критических зон полости после обработки. Программирование для станков с ЧПУ также часто использует профиль линии в качестве основы для построения траекторий инструмента, особенно при обработке литниковых каналов, впускных отверстий, охлаждающих каналов. Для пресс-форм литья под давлением металлов допуск профиля линии часто используется для контроля точности контура в зоне сопряжения плоскостей разъема, что имеет решающее значение для предотвращения образования облоя и обеспечения срока службы формы.
Применение допусков профиля должно рассматриваться одновременно с методом контроля. Для профиля поверхности современные технологии оптического сканирования позволяют быстро получить облако точек всей поверхности и сравнить его с CAD-моделью, создавая цветовую карту отклонений, наглядно показывающую распределение погрешностей по всей поверхности. Для профиля линии можно использовать профилометры или координатно-измерительные машины для сбора данных в определенных сечениях и оценки их отклонения от теоретического контура. Разумный план контроля не только позволяет проверить качество продукции, но и предоставляет данные для корректировки формы и оптимизации технологии.
При разработке литьевых и литых деталей установление допусков профиля должно следовать принципу баланса между функциональной направленностью и технологической осуществимостью. Конструктор должен четко определить, какие поверхности несут сборочные или функциональные требования, а какие требуются только для визуального эффекта; инженер-технолог должен оценить возможности обработки формы и стабильность процесса формования, предложив рациональные значения допусков. Схема допусков профиля, определенная в результате такого совместного сотрудничества, позволит удовлетворить функциональные требования изделия, обеспечивая при этом стабильность и экономичность производственного процесса.

Допуски расположения являются наиболее широко используемой категорией в системе GD&T и наиболее непосредственно связаны с функцией сборки. Они служат для контроля точности положения таких элементов, как точки, линии, поверхности, относительно системы баз. К ним относятся позиционный допуск, допуски соосности и симметричности. В прецизионном производстве, будь то соединительные колонны литьевых корпусов, установочные отверстия литых деталей или прецизионные валы после механообработки, допуски расположения являются ключевым фактором, обеспечивающим точную сборку и плавное сопряжение компонентов.
Позиционный допуск (Position) является наиболее широко используемым символом в системе GD&T и ядром категории допусков расположения. Он используется для контроля отклонения положения отверстий, шпилек, пазов, выступов и других элементов относительно их теоретически точного положения (определяемого основными размерами). По сравнению с традиционными координатными допусками, революционным прорывом позиционного допуска является введение понятия поля допуска — ось контролируемого элемента может отклоняться в пределах круглой или цилиндрической зоны, а не простой прямоугольной области ±X и ±Y. Такое круглое поле допуска лучше соответствует реальным требованиям сборки, обеспечивая либо большую допустимую зону отклонения при том же значении допуска, либо более высокую точность сборки при ужесточении допуска.
Другая тонкость позиционного допуска заключается в возможности использования модификаторов для динамической корректировки требований к допуску. Наиболее часто используемым является условие максимума материала (MMC). Когда элемент находится в состоянии максимума материала (например, отверстие имеет минимальный диаметр, вал — максимальный), сборочный зазор минимален, и требования к позиционному допуску наиболее строгие; когда элемент отклоняется от состояния максимума материала (отверстие становится больше, вал — меньше), сборочный зазор увеличивается, что позволяет допустить большее позиционное отклонение. Проставляя символ Ⓜ после позиционного допуска, конструктор может установить взаимосвязь между размером элемента и его позиционным допуском, гарантируя собираемость (т.е. все детали можно собрать) при одновременном обоснованном смягчении требований к обработке. Это значительно повышает процент выхода годных и снижает затраты. Такая функционально-ориентированная концепция проектирования допусков и является сутью GD&T.
При более глубоком анализе с технологической точки зрения механизмы влияния различных методов формообразования на позиционный допуск существенно различаются. Понимание этих различий является основой для разумного назначения допусков и проектирования оснастки.
Для литьевых деталей на позиционный допуск значительно влияет коэффициент усадки. При охлаждении и усадке расплава пластика в полости формы такие элементы, как отверстия и шпильки, смещаются к центру усадки (обычно это зона вблизи впускного литника или геометрический центр). Это смещение не является случайной ошибкой, а представляет собой систематическое отклонение с четкой направленностью и закономерностью. Опытные конструкторы пресс-форм, основываясь на коэффициенте усадки материала, расположении литников, путях течения расплава и других факторах, проводят предварительную компенсацию размеров формы — смещают отверстия в полости формы в направлении, противоположном усадке, на определенную величину, чтобы после усадки отформованная деталь оказалась точно в теоретически правильном положении. Кроме того, неравномерность усадки, релаксация внутренних напряжений, деформация при выталкивании также влияют на позиционный допуск, что необходимо учитывать при проектировании формы и оптимизации технологических параметров.
Для литых под давлением деталей контроль позиционного допуска еще сложнее. Во-первых, смещение плоскости разъема является важным источником отклонений положения. При неточном смыкании подвижной и неподвижной половин формы элементы, расположенные на линии разъема, будут иметь относительное смещение. Во-вторых, точность движения ползунов напрямую влияет на положение отверстий, формуемых с помощью вытяжных стержней. Износ направляющих механизмов ползунов, зазоры в сопряжениях, плавность хода — все это оставляет след на детали. Кроме того, необходимо учитывать такие факторы, как усадочная деформация, деформация при выталкивании, тепловое расширение формы. Поэтому проектирование пресс-форм для литья под давлением металлов требует комплексного учета множества аспектов: выбора плоскости разъема, конструкции ползунов, компоновки системы охлаждения — для обеспечения требований позиционного допуска с самого начала.
Для механически обработанных деталей позиционный допус обеспечить относительно легко. Современные обрабатывающие центры с ЧПУ могут обеспечить точность позиционирования на микронном уровне. Тем не менее, необходимо обращать внимание на несколько ключевых факторов: деформация при закреплении может вызвать упругую деформацию тонкостенных деталей в процессе обработки, и после снятия зажима деталь «возвращается», что приводит к отклонению положения; износ инструмента вызывает постепенное смещение размеров, поэтому требуется разумная система контроля стойкости инструмента и компенсации; деформация при термообработке может изменить положение заготовки перед чистовой обработкой, поэтому необходимо рационально планировать последовательность операций и припуски. Для высокоточных механически обрабатываемых деталей обычно применяется маршрут: «черновая обработка — термообработка — получистовая обработка — чистовая обработка», который позволяет постепенно снимать напряжения, исправлять деформации и в итоге обеспечить требуемый позиционный допуск.
Допуски соосности (Concentricity и Coaxiality) используются для контроля совпадения центральных элементов тел вращения и являются ключевыми показателями для вращающихся деталей. Шейки многоступенчатых валов шестерен, ступени ступенчатых валов, места установки подшипников предъявляют строгие требования к соосности. Нарушение соосности приводит к дисбалансу при вращении, усилению вибрации, преждевременному износу подшипников. Однако следует отметить, что измерение соосности (Concentricity) довольно сложно и предъявляет высокие требования к контрольно-измерительному оборудованию и квалификации оператора, поэтому на практике ее часто заменяют позиционным допуском или допуском биения. Конструктор может выбрать более простой для измерения и лучше отражающий реальные условия работы показатель, исходя из конкретных функциональных требований.
Симметричность (Symmetry) контролирует степень симметричности таких элементов, как шпоночные пазы, вырезы, прорези, относительно центральной базовой плоскости. В направляющих и позиционирующих структурах сборки симметричность напрямую влияет на центрирование детали при установке. Например, нарушение симметричности шпоночного паза на валу может привести к неравномерному нагружению шпонки и ее преждевременному выходу из строя; недостаточная симметричность направляющего паза ползуна может вызвать заедание или неравномерный износ при движении. Контроль симметричности требует комплексного учета метода обработки, способа закрепления заготовки и траектории движения инструмента.
Допуски биения являются категорией в системе GD&T, специально предназначенной для оценки динамических характеристик вращающихся деталей. Они включают два основных типа: допуск радиального/торцового биения (Circular Runout) и допуск полного радиального/торцового биения (Total Runout). В отличие от других категорий допусков, допуски биения измеряются во время вращения детали и комплексно отражают влияние погрешностей формы, погрешностей расположения и динамического соотношения относительно базовой оси. Для таких вращающихся компонентов, как валы электродвигателей, шестерни, барабаны, роторы, допуск биения является показателем, наиболее непосредственно отражающим их рабочие характеристики, и важнейшим средством контроля качества в серийном производстве.
Допуск биения (Circular Runout) является самым базовым и наиболее широко применяемым показателем среди допусков биения. Он используется для контроля изменения положения контролируемого элемента относительно базовой оси за один оборот детали. Различают радиальное биение (контролирует цилиндрическую поверхность), торцовое биение (контролирует торец) и биение в заданном направлении (контролирует коническую поверхность). При измерении деталь вращается вокруг базовой оси один оборот, а индикатор в определенной точке контролируемого элемента фиксирует разность между максимальным и минимальным показаниями — это и есть значение биения в данном сечении.
Существенное преимущество допуска биения заключается в простоте и высокой скорости измерения. Достаточно закрепить деталь в центрах или на прецизионном шпинделе, коснуться индикатором контролируемой поверхности и сделать один оборот — данные получены. Эта быстрота делает допуск биения предпочтительным контрольным показателем в серийном производстве, позволяя своевременно выявлять отклонения при обработке, износ инструмента, ослабление крепления заготовки. Например, после токарной обработки на станке с ЧПУ операторы часто используют быстрое измерение биения для выборочного контроля, чтобы оценить годность детали и стабильность оборудования. Допуск биения комплексно отражает множество погрешностей обработки: аномальное радиальное биение может означать эксцентриситет шпинделя, перекос заготовки или износ инструмента; аномальное торцовое биение может указывать на неровность обработки торца или недостаточную перпендикулярность закрепления.
С технологической точки зрения, допуск биения дает важную информацию для управления процессом механической обработки. Анализируя значения и фазовые характеристики биения, опытный технолог может диагностировать конкретные источники погрешностей: периодическое биение обычно связано с точностью шпинделя, случайное биение может быть вызвано жесткостью заготовки или силами резания, а нарастающий тренд может указывать на износ инструмента. Такая диагностическая способность делает допуск биения не только инструментом контроля, но и ориентиром для оптимизации технологии.
Допуск полного биения (Total Runout) является более строгим показателем среди допусков биения. Он требует непрерывного измерения по всей поверхности контролируемого элемента, комплексно отражая погрешности всех сечений. Полное биение также подразделяется на полное радиальное биение и полное торцовое биение. При измерении индикатор не только вращается вместе с деталью, но и перемещается вдоль контролируемой поверхности в осевом направлении, фиксируя разность между максимальным и минимальным показаниями по всей поверхности.
Строгость полного биения заключается в том, что оно комплексно контролирует множество факторов погрешности: цилиндричность, соосность, прямолинейность, круглость, перпендикулярность и другие. На примере полного радиального биения: если деталь имеет изгиб (погрешность прямолинейности), некруглость сечения (погрешность круглости), перекос оси (погрешность соосности) — любая из этих проблем проявится в значении полного радиального биения. Таким образом, соответствие допуску полного биения означает, что геометрическая точность контролируемого элемента по всей поверхности находится под контролем, что является предпосылкой для обеспечения динамической балансировки и высокопроизводительной работы вращающейся детали.
Прецизионные барабаны, валы электродвигателей, высокоскоростные вращающиеся узлы, шпиндели станков и другие детали, критичные к балансировке, часто требуют контроля полного биения для гарантии своих рабочих характеристик. Возьмем, к примеру, вал электродвигателя: если полное биение выходит за пределы допуска, при высокоскоростном вращении возникнут центробежные силы, вызывающие вибрацию, шум, ускоренный износ подшипников и даже отказ всего двигателя. Для печатных барабанов полное биение напрямую влияет на качество печати: любоескопическое биение может привести к нечеткости изображения или нарушению цветоделения. Поэтому в этих областях применения полное биение является незаменимым ключевым контрольным показателем.
С точки зрения реализации технологии, обеспечение требований полного биения требует системного подхода. Во-первых, обработка баз должна быть прецизионной, так как точность самой базовой оси напрямую влияет на результаты измерения биения. Во-вторых, последовательность операций должна быть рациональной; обычно используется маршрут «черновая обработка — получистовая обработка — чистовая обработка» для постепенного снятия напряжений и исправления погрешностей. В-третьих, способ закрепления имеет решающее значение; для деталей с малой жесткостью, таких как тонкостенные детали или длинные валы, необходимо использовать люнеты и другие вспомогательные опоры для уменьшения деформации под действием сил резания. В-четвертых, точность оборудования является основой; высокоточные шлифовальные и токарные станки — необходимое условие для обеспечения требований полного биения.
Важно отметить, что между допуском биения и допуском полного биения существует четкая иерархическая связь: соответствие допуску биения является необходимым, но недостаточным условием для соответствия допуску полного биения. Деталь может соответствовать допуску биения в каждом отдельном сечении, но из-за изгиба оси или конусности ее полное биение может выйти за пределы допуска. Поэтому при простановке на чертеже следует выбирать рационально, исходя из функциональных требований детали: для большинства обычных вращающихся деталей достаточно допуска биения; для ответственных высокоточных, высокоскоростных, чувствительных к вибрации деталей следует указывать допуск полного биения.
В серийном производстве стратегия контроля допусков биения должна балансировать между эффективностью и надежностью. Обычная практика: контроль первой детали — измерение полного биения для проверки работоспособности технологического процесса; операционный контроль в процессе — измерение биения для быстрого мониторинга стабильности производства; выборочный контроль готовой продукции — определение частоты и объема контроля в зависимости от класса изделия. Такая многоуровневая стратегия контроля позволяет, гарантируя качество, сбалансировать затраты на контроль и риск потери качества.
Различные производственные процессы имеют разные характеристики погрешностей и приоритеты контроля, поэтому применение GD&T также должно быть адаптировано к конкретной технологии.
Основные источники погрешностей для литья под давлением металлов включают: смещение плоскости разъема, люфты в механизмах ползунов, усадочную деформацию, деформацию при выталкивании. При нанесении обозначений на литые детали профиль поверхности является распространенным символом для контроля сопряжения по плоскости разъема, а позиционный допуск должен учитывать точность движения подвижных элементов формы. Для сложных литых деталей критически важна правильная настройка системы баз; в качестве баз следует выбирать элементы, стабильно формуемые в одной части формы.
Для литьевых деталей доминирующими погрешностями являются усадка и коробление. Плоскостность — распространенный контролируемый параметр для литьевых деталей, используемый для ограничения деформации коробления; позиционный допуск требует тщательного учета направления усадки и различий в коэффициентах усадки, при необходимости применяя несимметричные поля допусков. Проектирование GD&T для литьевых деталей должно вестись синхронно с проектированием пресс-формы, чтобы обеспечить соответствие теоретических допусков реальным возможностям процесса формования.
Преимущество механически обработанных деталей заключается в возможности достижения высокой точности размеров и положения. Допуски биения, цилиндричности, перпендикулярности являются ключевыми показателями, отражающими точность обрабатывающего оборудования. При технологической подготовке производства распределение припусков между черновой и чистовой обработкой, момент проведения термообработки, схема закрепления заготовки — все это влияет на возможность конечного удовлетворения требований GD&T.
Понимание символов GD&T и их геометрического смысла — это лишь первый шаг в освоении «лексики» и «грамматики» этого инженерного языка. Ключ к переходу от конструкторского замысла на чертеже к серийному производству лежит в глубоком понимании технологических пределов и точной оценке производственной реализуемости. Безупречный на первый взгляд дизайн потеряет всякий смысл, если литьевая деталь не будет извлекаться из-за недостаточных уклонов, литая под давлением деталь будет иметь раковины из-за неравномерной толщины стенок, или механически обрабатываемая деталь будет деформироваться из-за сложности закрепления. Все это приведет к неконтролируемому росту затрат и срыву сроков поставки.
Многолетняя производственная практика позволила нам сформулировать основополагающий принцип выбора и назначения GD&T: функция определяет допуск, технология определяет припуск. Этот принцип имеет два аспекта. Во-первых, каждый допуск должен служить четкой сборочной функции или рабочей характеристике, а не быть слепым копированием шаблонов с других чертежей или прошлых проектов. Конструктор должен глубоко вникнуть: влияет ли плоскостность данной поверхности на герметичность или только на внешний вид? Предназначен ли позиционный допуск отверстия для обеспечения прохода болта или для точного позиционирования? Только понимание функциональных потребностей позволяет избежать излишне жестких требований. Во-вторых, значения допусков необходимо устанавливать с учетом технологических возможностей — для литьевых деталей нужно учитывать усадку и склонность к короблению, для литых деталей под давлением — смещение по разъему и точность ползунов, для механообрабатываемых деталей — оценивать возможности оборудования и схемы закрепления. При условии удовлетворения функциональных требований допуски следует делать как можно более широкими, чтобы снизить производственные затраты и повысить процент выхода годных.
Экономическая эффективность допусков — это аспект, которым часто пренебрегают на практике. Ужесточение допуска на один порядок часто означает коренное изменение технологического маршрута: переход от стандартного литья под давлением к прецизионному, от обычного литья под давлением металлов к вакуумному, от однократного закрепления при обработке к многооперационной прецизионной обработке. Такие изменения могут увеличить затраты в разы и даже на порядки. Поэтому разумное проектирование GD&T должно найти оптимальный баланс между функциональными требованиями и производственными затратами, не допуская ни избыточности, ведущей к перерасходу средств, ни излишней вольности, приводящей к функциональным отказам.
На этапе согласования чертежей решающее значение имеет глубокое сотрудничество инженера-конструктора и инженера-технолога. Конструктор выдвигает функциональные требования и желаемые допуски, технолог оценивает сложность реализации и влияние на стоимость, и обе стороны, основываясь на данных и опыте, совместно определяют оптимальный вариант назначения допусков. Это сотрудничество — не просто односторонний компромисс, а творческий процесс решения проблем: конструктор, понимая суть функций, возможно, сможет изменить конструкцию, чтобы снизить технологические сложности; технолог, зная возможности оборудования, возможно, предложит специальный технологический процесс для удовлетворения жестких требований. Благодаря такому обсуждению часто удается найти решение, удовлетворяющее, казалось бы, противоречивые функциональные требования и технологические возможности.
Такой режим совместной работы конструкторов и технологов позволяет эффективно избежать частых изменений в чертежах и производственных проблем на более поздних этапах. Многие компании сталкиваются с тем, что только в стадии серийного производства выясняется несоответствие чертежных требований реальным технологическим возможностям, что вынуждает срочно менять чертежи или закупать специальное оборудование за дополнительные средства. Это — цена недостаточно тщательного предварительного согласования. По-настоящему качественное производство начинается с уважения к технологии на этапе проектирования, оттачивается в ходе согласования оптимальных решений и достигается благодаря неукоснительному соблюдению стандартов на производственном этапе.
Если вы столкнулись с противоречием между требованиями чертежа по допускам и производственными возможностями или хотите получить более оптимальное технологическое решение на этапе разработки нового продукта, обращайтесь в ООО «Интеллектуальная производственная технология Булайкес (Чжуншань)». Мы глубоко понимаем, что за каждым чертежом с символами GD&T стоит продуманный подход конструктора к функциональности продукта и его стремление к качеству. Наша миссия — преобразовать эти точные геометрические требования в стабильно производимые, надежные и экономически эффективные серийные детали с помощью профессиональных технологий.
Наша команда технологов обладает богатым опытом: средний стаж участников команды составляет более десяти лет, и они охватывают три ключевые технологические области: литье под давлением пластмасс, литье под давлением металлов и прецизионную механическую обработку. Сталкиваясь со сложными требованиями GD&T, мы не только точно понимаем функциональное значение каждого допуска, но и можем предоставить профессиональный DFM-анализ (анализ на технологичность конструкции) с точки зрения реализации технологии: оценка соответствия существующих технологических возможностей требованиям, выявление потенциальных производственных рисков, предложение рекомендаций по оптимизации конструкции, разработка рационального технологического маршрута и плана контроля. Такой подход к совместной работе «конструктор-технолог» помогает клиентам выявлять проблемы и избегать рисков на ранних стадиях разработки продукта, предотвращая частые изменения в чертежах и производственные сбои на поздних этапах, что значительно сокращает цикл разработки и снижает производственные затраты.
Будь то контроль деформации коробления литьевых деталей, предотвращение дефектов усадки и пористости литых деталей или обеспечение высокоточного биения механически обработанных деталей — мы накопили богатый практический опыт и имеем успешные примеры реализации. Мы твердо верим, что истинная ценность GD&T заключается не в том, насколько точно нанесены символы на чертеже, а в том, сможет ли конечная деталь идеально реализовать функциональный замысел конструктора.
Свяжитесь с нашей технической командой прямо сейчас, чтобы получить индивидуальное технологическое решение! Давайте работать вместе, чтобы воплотить ваши конструкторские идеи в высококачественные прецизионные детали и совместно создавать превосходные продукты.