ООО Интеллектуальная производственная технология Булайкес (Чжуншань)
Китай, провинция Гуандун, город Чжуншань, район Наньлан, улица Исянь, дом 213, здание «Фувань Хуэйцзин», корпус 1, комната 603
ООО Интеллектуальная производственная технология Булайкес (Чжуншань)
Китай, провинция Гуандун, город Чжуншань, район Наньлан, улица Исянь, дом 213, здание «Фувань Хуэйцзин», корпус 1, комната 603

2026-03-03
Оптимизация системы охлаждения пресс-форм является наиболее эффективным способом сокращения производственного цикла в процессе литье под давлением. Поскольку фаза охлаждения занимает от 70% до 80% всего времени цикла, правильное проектирование каналов терморегуляции, использование материалов с высокой теплопроводностью и внедрение технологий конформного охлаждения позволяют повысить производительность предприятия на 30–50%, одновременно снижая риск деформации изделий и улучшая их эстетические характеристики.
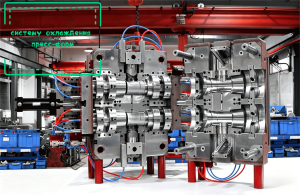
В современной индустрии переработки полимеров изготовление деталей на заказ требует не только высокой точности, но и минимальной себестоимости. Основным фактором, влияющим на цену единицы продукции, является время цикла. Система охлаждения выполняет две критические функции:
Неэффективное охлаждение приводит к «горячим точкам», которые вызывают локальную усадку, коробление и увеличивают время выдержки детали в форме. Для решения этих задач применяется высокоточная обработка на станках с ЧПУ, позволяющая создавать сложные конфигурации каналов внутри плит пресс-формы.
Традиционные методы охлаждения подразумевают сверление прямых отверстий. Однако сложная геометрия современных изделий часто делает невозможным подвод охлаждающей жидкости к труднодоступным участкам обычными методами.
Конформные каналы проектируются таким образом, чтобы они в точности повторяли контуры изделия. Это стало возможным благодаря аддитивным технологиям и гибридным методам производства. Когда выполняется изготовление деталей на заказ со сложной топологией, конформное охлаждение позволяет:
| Характеристика | Традиционные каналы | Конформные каналы |
|---|---|---|
| Метод изготовления | Глубокое сверление (ЧПУ) | 3D-печать металлом (SLM/DMLS) |
| Геометрия каналов | Только прямые линии | Любая криволинейная форма |
| Эффективность теплоотвода | Средняя/Низкая | Максимальная |
| Стоимость оснастки | Низкая | Высокая |
Для эффективного отвода тепла недостаточно просто прогнать воду через форму. Важно обеспечить турбулентный режим течения жидкости. В ламинарном потоке центральные слои жидкости не соприкасаются со стенками канала, что резко снижает эффективность теплообмена.
Число Рейнольдса (Re) — ключевой показатель. Для перехода к турбулентному течению в каналах пресс-формы значение Re должно превышать 4000. Оптимальным считается диапазон от 8000 до 10000. Добиться этого можно следующими способами:
При проектировании пресс-форм часто возникает конфликт между износостойкостью стали и её способностью проводить тепло. Стандартные инструментальные стали (например, 1.2344 или H13) имеют теплопроводность около 24–28 Вт/(м·К).
Для оптимизации критических зон, где требуется быстрый отвод тепла, рекомендуется использовать вставки из бериллиевой бронзы или медных сплавов (например, Ampcoloy), чья теплопроводность может достигать 100–150 Вт/(м·К). В некоторых случаях, когда требуется вспомогательная лазерная резка металла для создания прецизионных уплотнителей или тонких перегородок в системе охлаждения, выбор материала становится решающим фактором долговечности.
Современное проектирование пресс-форм невозможно без использования специализированного ПО (Moldflow, Moldex3D). Симуляция позволяет увидеть:
Использование результатов моделирования позволяет сократить количество правок формы после испытаний («Т0»), что экономит бюджет заказчика на изготовление деталей на заказ.
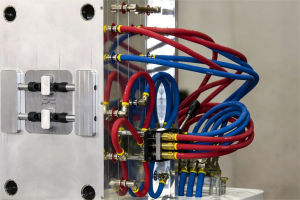
Частой ошибкой является последовательное соединение всех каналов охлаждения. Это приводит к тому, что на выходе вода становится слишком горячей и не охлаждает последнюю зону. Рекомендуется использовать параллельное соединение через коллекторы (манифольды). Каждый контур должен иметь свой расходомер и датчик температуры для точной настройки баланса.
Важно учитывать, что при параллельном соединении общее сопротивление системы падает, но требуется насос с большей производительностью по объему. Если ваше предприятие заказывает обработка листового металла на заказ для производства корпусов охладителей, убедитесь в герметичности всех соединений и отсутствии кавитации.
Даже идеально спроектированная система со временем теряет эффективность. Основные причины:
Решение: использование закрытых систем охлаждения с подготовленной (деминерализованной) водой и добавлением ингибиторов коррозии.
Рассмотрим пример: если текущий цикл составляет 30 секунд, а оптимизация системы охлаждения позволяет снизить его до 24 секунд (на 20%), то при круглосуточной работе термопластавтомата выработка увеличится на 20%. В масштабах года это позволяет сэкономить сотни тысяч долларов на амортизации оборудования и электроэнергии.
Для компаний, чей основной профиль — лазерная резка металла или штамповка, переход к высокотехнологичному литью с оптимизированным охлаждением открывает доступ к рынкам автомобильной и медицинской промышленности, где требования к качеству и скорости крайне высоки.
Более подробную информацию о стандартах теплообмена в пресс-формах можно найти на ресурсах Plastics Industry Association или в технических спецификациях производителей систем терморегуляции, таких как Piovan или Wittmann Battenfeld.
ООО Интеллектуальная производственная технология Булайкес (Чжуншань) является профессиональным поставщиком производственных решений, специализирующимся на высокоточном производстве деталей на заказ. Наши услуги включают: обработка на станках с ЧПУ, лазерная резка металла, литье под давлением, изготовление листового металла и другие.
Мы помогаем клиентам оптимизировать производственные процессы, внедряя передовые системы охлаждения и терморегуляции для пресс-форм любой сложности. Наша инженерная команда готова выполнить полный цикл работ — от проектирования до серийного выпуска изделий.
Для получения коммерческого предложения или технической поддержки свяжитесь с нами по электронной почте: rfq@bricsmfg.com или посетите наш официальный сайт https://www.bricsmfg.ru, чтобы отправить чертеж для расчета стоимости и получить консультацию эксперта.







